





কপার এবং আয়রন স্টিলের জন্য বার এবং রডের ইন্ডাকশন ফরজিং এন্ড
বিবরণ
কপার, অ্যালুমিনিয়াম এবং আয়রন স্টিলের জন্য বার এবং রডের ইন্ডাকশন ফরজিং শেষ
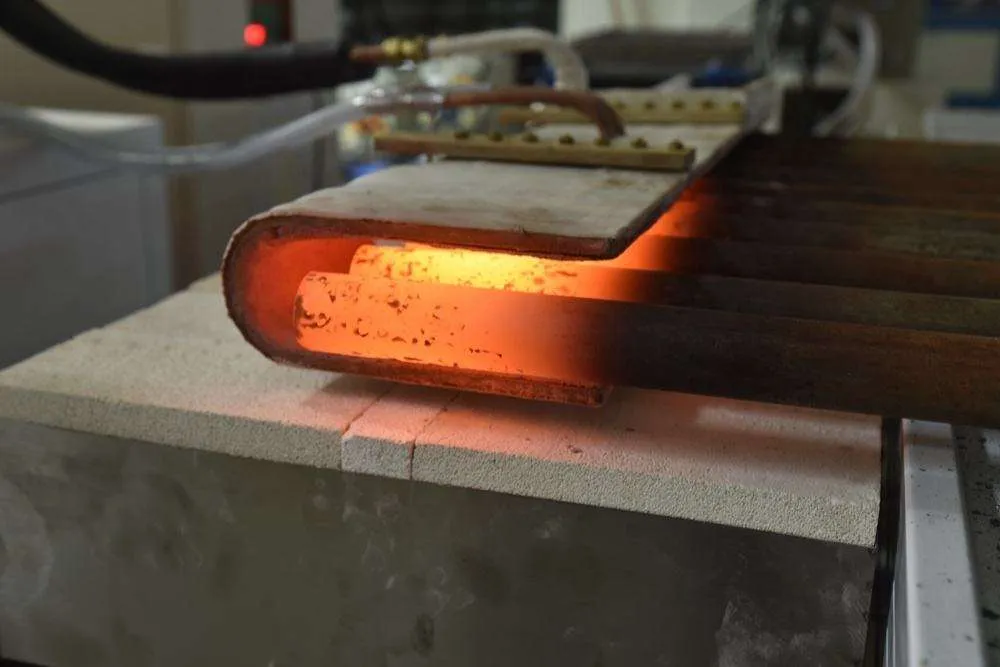
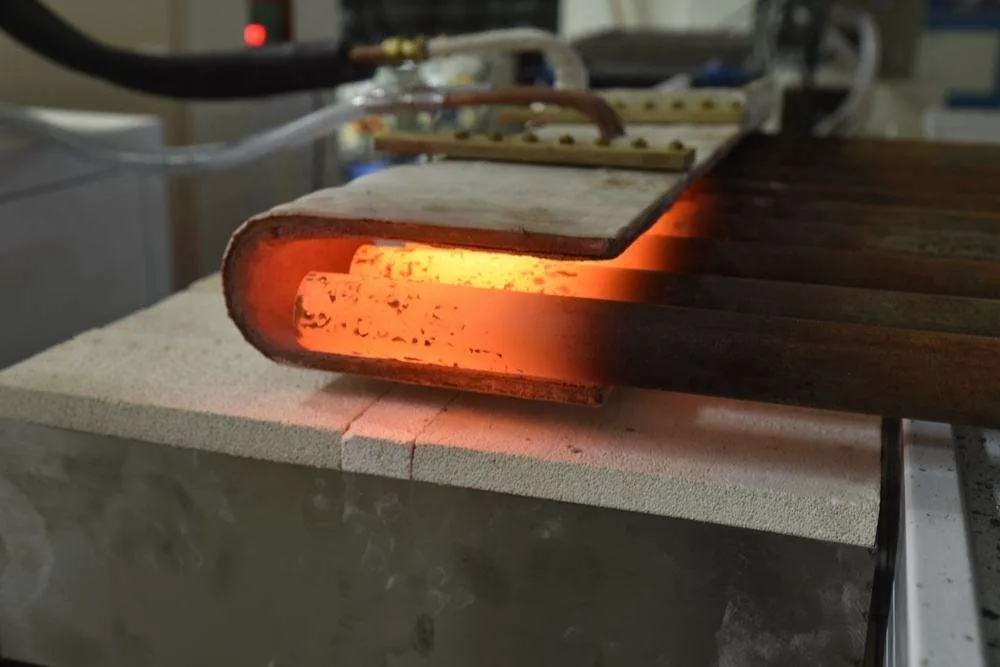 আবেশন forging: প্রেস বা হাতুড়ি ব্যবহার করে বিকৃতির পূর্বে ধাতুগুলিকে প্রি-হিট করার জন্য একটি ইন্ডাকশন হিটারের ব্যবহার বোঝায়। সাধারণত ধাতুগুলিকে 1,100 °C (2,010 °F) এবং 1,200 °C (2,190 °F) এর মধ্যে উত্তপ্ত করা হয় যাতে ফোরজিং ডাইতে তাদের নমনীয়তা এবং সাহায্যের প্রবাহ বৃদ্ধি পায়।
আবেশন forging: প্রেস বা হাতুড়ি ব্যবহার করে বিকৃতির পূর্বে ধাতুগুলিকে প্রি-হিট করার জন্য একটি ইন্ডাকশন হিটারের ব্যবহার বোঝায়। সাধারণত ধাতুগুলিকে 1,100 °C (2,010 °F) এবং 1,200 °C (2,190 °F) এর মধ্যে উত্তপ্ত করা হয় যাতে ফোরজিং ডাইতে তাদের নমনীয়তা এবং সাহায্যের প্রবাহ বৃদ্ধি পায়।
প্রসেস: আবেশ উত্তাপন একটি অ-যোগাযোগ প্রক্রিয়া যা একটি ওয়ার্কপিসে তাপ উত্পাদন করতে ইলেক্ট্রোম্যাগনেটিক আনয়নের নীতি ব্যবহার করে। একটি শক্তিশালী বিকল্প চৌম্বক ক্ষেত্রে একটি পরিবাহী উপাদান স্থাপন করে, বৈদ্যুতিক প্রবাহকে উপাদানে প্রবাহিত করা হয়, যার ফলে জুল গরম হয়। চৌম্বকীয় পদার্থে, হিস্টেরেসিস ক্ষতির কারণে কিউরি পয়েন্টের নীচে আরও তাপ উৎপন্ন হয়। উৎপন্ন কারেন্ট প্রধানত পৃষ্ঠ স্তরে প্রবাহিত হয়, এই স্তরের গভীরতা বিকল্প ক্ষেত্রের ফ্রিকোয়েন্সি এবং উপাদানের ব্যাপ্তিযোগ্যতা দ্বারা নির্ধারিত হয়।
সুবিধাদি:
■ প্রক্রিয়া নিয়ন্ত্রণযোগ্যতা
■ শক্তি দক্ষতা
■ দ্রুত তাপমাত্রা বৃদ্ধি
■ প্রক্রিয়ার ধারাবাহিকতা
অ্যাপ্লিকেশন: এটি তামার রড, লোহার রড এবং বিভিন্ন আকারের অ্যালুমিনিয়াম রডগুলির ডায়থার্মির জন্য উপযুক্ত। ওয়ার্কপিসটি সম্পূর্ণ বা স্থানীয়ভাবে উত্তপ্ত করা যেতে পারে।
প্রধান অ্যাপ্লিকেশন:
রড ফার্নেসের ইন্ডাকশন ফরজিং শেষ স্ক্রু, বাদাম, ভালভ, তালা এবং অন্যান্য ধাতব অংশের আকারে Φ12 মিমি বা বর্গাকার বা অন্যান্য আকৃতির জিনিসের চেয়ে বড় বার এবং রড গরম করার জন্য ব্যবহৃত হয়, উপাদানটি ইস্পাত, স্টেইনলেস স্টীল, তামা, পিতল, ব্রোঞ্জ, অ্যালুমিনিয়াম এবং তাই, গরম পুরো গরম এবং আংশিক গরম হতে পারে, যেমন শেষ গরম বা মধ্যম অংশ গরম করা।
 ইন্ডাকশন ফোরজিং ফার্নেসের রচনা:
ইন্ডাকশন ফোরজিং ফার্নেসের রচনা:
- ইন্ডাকশন হিটিং পাওয়ার সাপ্লাই।
- ইন্ডাকশন হিটিং কয়েল এবং গাইড রেল এবং কয়েল কভার।
- বায়ুসংক্রান্ত রড ফিডার।
- নিয়ন্ত্রণ ব্যবস্থা.
- জল কুলিং সিস্টেম।
কিছু অ্যাপ্লিকেশনের জন্য, অর্ডার করা হলে ইনফ্রারেড তাপমাত্রা সেন্সর, তাপমাত্রা নিয়ন্ত্রক এবং স্বয়ংক্রিয় রড ফিডিং সিস্টেমগুলিও অন্তর্ভুক্ত করা যেতে পারে।
প্রধান মডেল এবং গরম করার ক্ষমতা:
| মডেল | সর্বোচ্চ ইনপুট শক্তি | আবেদন সুপারিশ | স্বাভাবিক উপাদান গরম করার ক্ষমতা | |
| 1200℃ থেকে ইস্পাত বা স্টেইনলেস স্টীল | তামা বা পিতল 700℃ | |||
| MF-35 আনয়ন forging চুল্লি | 35KW | Φ15-30 রড গরম করা | 1.25 কেজি/মিনিট | 1.75 কেজি/মিনিট |
| MF-45 আনয়ন forging চুল্লি | 45KW | 1.67 কেজি/মিনিট | 2.33 কেজি/মিনিট | |
| MF-70 আনয়ন forging চুল্লি | 70KW | Φ15-50 রড গরম করা | 2.5 কেজি/মিনিট | 3.5 কেজি/মিনিট |
| MF-90 আনয়ন forging চুল্লি | 90KW | Φ25-50 রড গরম করা | 3.33 কেজি/মিনিট | 4.67 কেজি/মিনিট |
| MF-110 আনয়ন forging চুল্লি | 110KW | 4.17 কেজি/মিনিট | 5.83 কেজি/মিনিট | |
| MF-160 আনয়ন forging চুল্লি | 160KW | Φ50 আপ রড গরম করা | 5.83 কেজি/মিনিট | 8.26 কেজি/মিনিট |
 প্রধান মডেল এবং গরম করার ক্ষমতা:
প্রধান মডেল এবং গরম করার ক্ষমতা:
| মডেল | ক্ষমতা | আবেদন সুপারিশ | ইস্পাত বা স্টেইনলেস স্টিলের জন্য গরম করার ক্ষমতা 1200℃,কেজি/ঘন্টা | তামার জন্য গরম করার ক্ষমতা 700℃,কেজি/ঘন্টা | |
| SF-40AB | 40KW | Φ15-40 মিমি রড গরম করা | 110 কেজি/ঘন্টা | 190 কেজি/ঘন্টা | |
| SF-50AB | 50KW | Φ15-40 মিমি রড গরম করা | 137 কেজি/ঘন্টা | 237 কেজি/ঘন্টা | |
| SF-60AB | 60KW | Φ15-40 মিমি রড গরম করা | 160 কেজি/ঘন্টা | 290 কেজি/ঘন্টা | |
| SF-80AB | 80KW | Φ15-40 মিমি রড গরম করা | 165 কেজি/ঘন্টা | 380 কেজি/ঘন্টা | |
| SF-100AB | 100KW | Φ15-40 মিমি রড গরম করা | 275 কেজি/ঘন্টা | 480 কেজি/ঘন্টা | |
| SF-120AB | 120KW | Φ15-40 মিমি রড গরম করা | 275 কেজি/ঘন্টা | 480 কেজি/ঘন্টা | |
| SF-120AB | 120KW | Φ15-40 মিমি রড গরম করা | 330 কেজি/ঘন্টা | 570 কেজি/ঘন্টা | |
| SF-160AB | 160KW | Φ15-40 মিমি রড গরম করা | 440 কেজি/ঘন্টা | 770 কেজি/ঘন্টা | |
| SF-200AB | 200KW | Φ15-40 মিমি রড গরম করা | 550 কেজি/ঘন্টা | 960 কেজি/ঘন্টা | |
| SF-250AB | 250KW | Φ15-40 মিমি রড গরম করা | 690 কেজি/ঘন্টা | 1180 কেজি/ঘন্টা | |
| MFS-200 বা D-MFS200 | 200KW | Φ40 আপ রড গরম করা | 550 কেজি/ঘন্টা | 960 কেজি/ঘন্টা | |
| MFS-250 বা D-MFS250 | 250KW | 690 কেজি/ঘন্টা | 1180 কেজি/ঘন্টা | ||
| MFS-300 বা D-MFS300 | 300KW | 830 কেজি/ঘন্টা | 1440 কেজি/ঘন্টা | ||
| MFS-400 বা D-MFS400 | 400KW | 1100 কেজি/ঘন্টা | 1880 কেজি/ঘন্টা | ||
| MFS-500 বা D-MFS500 | 500KW | 1380 কেজি/ঘন্টা | 2350 কেজি/ঘন্টা | ||
| MFS-600 বা D-MFS500 | 600KW | 1660 কেজি/ঘন্টা | 2820 কেজি/ঘন্টা | ||
| MFS-750 বা D-MFS750 | 750KW | 2070 কেজি/ঘন্টা | 3525 কেজি/ঘন্টা | ||
| MFS-800 বা D-MFS800 | 800KW | 2210 কেজি/ঘন্টা | 3700 কেজি/ঘন্টা | ||
| MFS-1000 বা D-MFS1000 | 1000KW | 2750 কেজি/ঘন্টা | 4820 কেজি/ঘন্টা | ||
| MFS-1200 বা D-MFS1200 | 1200KW | 3300 কেজি/ঘন্টা | 5780 কেজি/ঘন্টা | ||
| MFS-1500 বা D-MFS1500 | 1500KW | 4200 কেজি/ঘন্টা | 7200 কেজি/ঘন্টা | ||
| MFS-2000 বা D-MFS2000 | 2000KW | 5500 কেজি/ঘন্টা | 9600 কেজি/ঘন্টা |




