থ্রেডিং অংশগুলির জন্য উচ্চ ফ্রিকোয়েন্সি ইন্ডাকশন প্রিহিট
বিবরণ
উদ্দেশ্য
গ্রাহক বিভিন্ন ধরণের অংশগুলি আগে থেকে গরম করে যাতে সেগুলি থ্রেড করা যায়। এই পরীক্ষার উদ্দেশ্য হ'ল প্রতিটি অংশটি 600 সেকেন্ডের নীচে 316 ° F (30 ° C) এ গরম করা।
উপকরণ
DW-HF-15kw আনয়ন হিটিং মেশিন
 আনয়ন গরম করার মেশিন এইচএফ-15
আনয়ন গরম করার মেশিন এইচএফ-15উপকরণ
নমুনা অংশগুলি গ্রাহক সরবরাহ করেছিলেন। এর মধ্যে রয়েছে:
1 পার্ট 0.375 9.525 "(XNUMX মিমি) ওডি সহ চৌম্বকীয় স্টিলের সমন্বয়ে গঠিত
2 পার্ট 0.5 12.7 ”(XNUMX মিমি) ওডি সহ চৌম্বকীয় স্টিলের সমন্বয়ে গঠিত
3 পার্ট 0.875 22.225 "(XNUMX মিমি) ওডি সহ চৌম্বকীয় স্টিলের সমন্বয়ে গঠিত
4 পার্ট 1.5 38.1 ”(XNUMX মিমি) ওডি সহ চৌম্বকীয় স্টিলের সমন্বয়ে গঠিত
• দুটি কয়েল ব্যবহৃত হয়েছিল। 1 "(4 মিমি) ওডি দিয়ে পার্ট 1.5 গরম করার জন্য কয়েল 38.1 অন্যান্য সমস্ত অংশ কয়েল 2 দিয়ে উত্তপ্ত হয়েছিল।

মূল পরামিতি
তাপমাত্রা: প্রায় 600 ° F (316 ° C)
শক্তি:
• পার্ট 1: 1.68 কিলোওয়াট
• পার্ট 2: 2.6 কিলোওয়াট
• পার্ট 3: 4.74 কিলোওয়াট
• অংশ 4: 3.79 কিলোওয়াট
সময়: 30 সেকেন্ডেরও কম

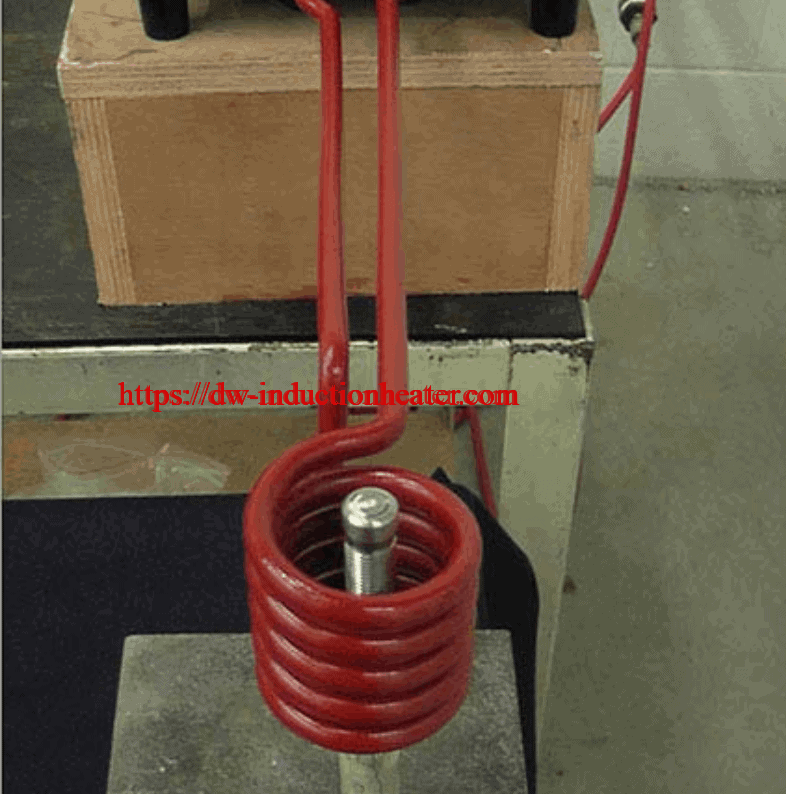
প্রসেস:
অংশটি কয়েলকে কেন্দ্র করে ছিল।
DW-HF-15kw আনয়ন হিটিং পাওয়ার সাপ্লাই চালু করা হয়েছিল।
একটি ইনফ্রারেড ক্যামেরা এবং টেমপিলাক পেইন্ট সহ তাপমাত্রা পর্যবেক্ষণ করা হয়েছিল।
সমস্ত অংশ একই সরঞ্জাম সেটিংস ব্যবহার করে পরীক্ষা করতে সক্ষম হয়েছিল। পার্ট 4 এর জন্য কয়েলটি অদলবদল করা ছাড়া তাপচক্রের মধ্যে কোনও পরিবর্তনের প্রয়োজন ছিল না এটি ডিডাব্লু-এইচএফ -15 কেডব্লিউ ইনডাকশন হিটিং পাওয়ার টেকনোলজিসের নমনীয় ডিজাইনের কারণে যা ইন্ডাকশন হিটিং সিস্টেমটি বিভিন্ন ধরণের লোডগুলিকে সুর করতে দেয়।
ফলাফল / উপকারিতা:
সময় এবং তাপমাত্রার যথাযথ নিয়ন্ত্রণ
দ্রুত তাপচক্রের সাথে চাহিদার উপর পাওয়ার
পুনরাবৃত্তিযোগ্য প্রক্রিয়া, অংশগুলি কোনও নীড় বা ফিক্সচারে সেট করা অবস্থায় অপারেটর নির্ভর নয়